Автор -Ing. Jaromir Roucka, CSc. VUT University Brno
внутренние материалы компании Lanik, Чехия
При конструировании литниковой системы необходимо учесть следующие критерии, предшествующие выбору подходящего фильтра и его применение в литниковой системе.
- Снижение расходов
- более экономное использование жидкого металла (упрощение литниковой системы)
- расширенное применение опоки (повышение производительности, сокращение сроков поставки)
- минимизация брака и некачественного производства
- Ограничить наличие дефектов в отливке, т.е. определить:
- какие дефекты встречаются (внутренние, поверхностные, низкие механические свойства…)
- чем они вызваны (шлаком, формовочным материалом, газонасыщением…)
- как они проявляются (повышение расходов на обработку, претензии заказчика, более длинные сроки поставки, более высокие расходы на зарплату, необходимость обработки металла, и т.д.)
- технология литья (прецизионное литье, заливка под давлением, литье в песчаные формы, кокильное литье, литье в керамические оболочковые формы,…)
- марка сплава, температура разливки, масса металла, масса самих отливок, способ литья из ковшей или разливочного устройства, обработка металла до разливки
- место в форме, возможность переделки литниковой системы для установки фильтра
- интерес работников к проблематике, их квалификация, готовность к изменениям
По анализу этих 3 критериев можно выбирать:
- Вид фильтра в зависимости от эффективности фильтрации (пенокерамический, прессованный, из пеноматериалла)
- Материал фильтра (стойкость к температуре, механической нагрузке, обработка отходов)
- Размер и исполнение фильтра (ресурс, форма для установки, толщина, открытость пор)
- Плотность фильтра (ppi, cpsi, количество отверстий, размер отверстий или ячеек)
- Размещение фильтра в литниковой системе
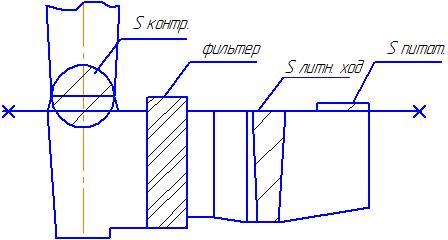
Так же следует уделить внимание конструкции типичной литниковой системы для пенокерамических фильтров. В большинстве случаев стараемся образовать системы давления ниже атмосферного – поток металла за фильтром должен быть по возможности максимально спокойный.
Размеры литниковой системы основываются на контрольном сечении.
Для большинства отливок – это сечение стояка.
|
||||
|
|
S стояк |
S литник. ход |
S литники |
|
|
AL, СЧ, ВЧ Сталь |
1 1 |
1,1 1,15 |
1,2 1,15 |
|
Scontrol — контрольное сечение (см) |
Scontrol = (22,6·m)/(p·µ·t·?h) |
Коэффициент трения определяется по форме и комплексности отливки и литниковой системы и его значение колеблется с 0,2 (сложные по форме) до 0,6 (простые отливки и литнековые системы).
|
h — эффективная высота разливки (см) |
||

|
Сифонный литник h=Н-C/2 Центральный литник h=Н-A2/2C Верхний литник h=H |
Н – высота стояка от уровня чаши до питателя А – высота отливки в верхней части, включая прибыль С – общая высота отливки |
|
Sfilter |
Scontrol |
|
| алюминий | 4-8 | 1 |
| серый чугун | 3-4 | 1 |
| высокопрочный чугун | 3-6 | 1 |
| сталь |
мин. 4,5 |
1 |
Sfilter – это эффективная площадь фильтра.